CNC Pipe Horizontal Honing Machine

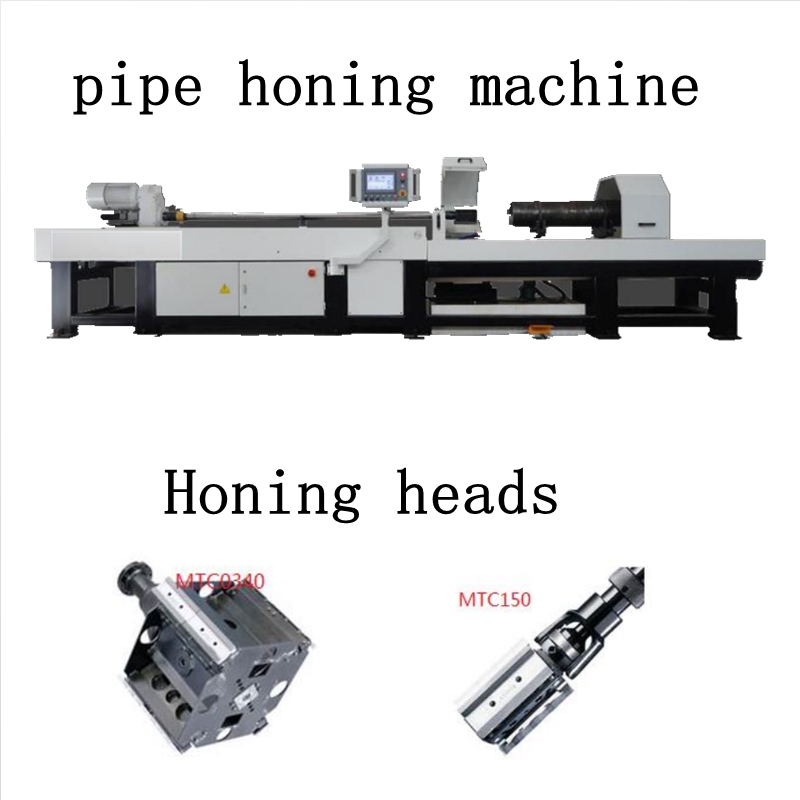
CNC Pipe Horizontal Honing Machine is designed for long pipes, help different customers who want to get good finishing in holes. Honing machine could process roundness, straight, taper, finishing roughness and etc.
1. The structure honing machine use welded and heat treatment steel to get strong structure to supply a strong support for honing processing. After assembled, we would use anti-rust coating with high-quality black paint; make the upper casing of the machine tool sprayed after degreasing, surface adjustment and phosphating. The color is Pearl white (or paint according to customer’s requirements), the machine has a beautiful appearance, smooth lines and a modern sense.
2. The spindle box is driven by a vector frequency conversion motor with a large reduction ratio hard-tooth surface gear reducer, which can achieve constant power
High torque output at high speed, increased cutting force, and it is easy to set the correct spindle speed for parts with different bore diameters.
Spindle power 5.5Kw, speed 5-250r/min. ( Power is based on cutting capacity)
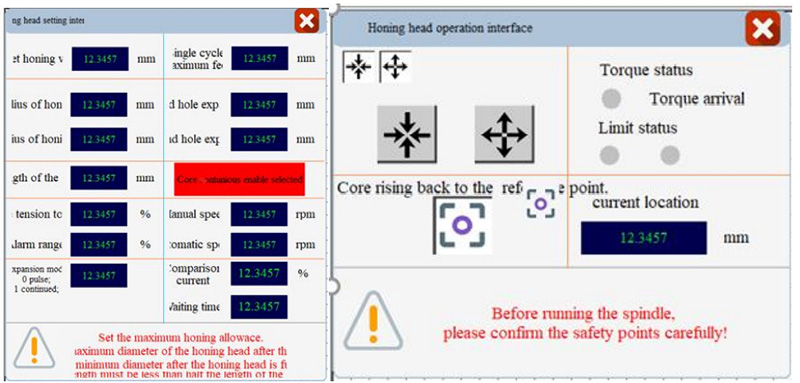
3. Honing head feed expansion system:
Servo motor feeding: The entire feeding unit is installed on the headstock, and the servo motor is extended through a special honing head expansion device
The automatic expansion (also called feeding) of the honing head is realized. This device is connected in parallel with the main shaft. The whole system has a single honing head , which has a large honing range, light weight and self-locking ability, which helps to improve high precision. Expanded servo motor power 400w;
Advantage: The entire machine is powered by electricity. The feed unit can be easily adjusted from 0.001-0.05mm.
There are three feeding modes, the picture below shows the touch screen control honing head expansion interface.
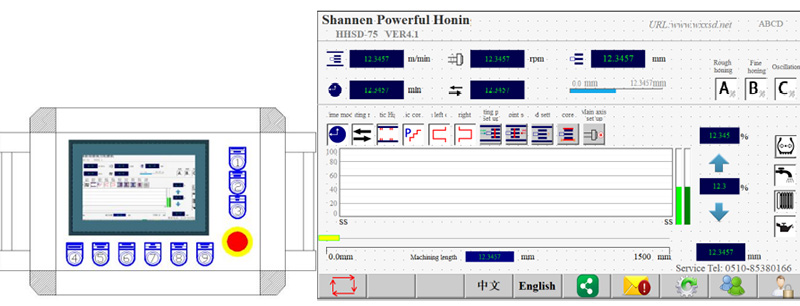
4. Reciprocating transmission: The servo motor, planetary reducer and transmission chain are combined to form a high-precision fast reciprocating machine structure.
Servo motor power 3.5KW. The reciprocating speed is 1-30m/min. The effective reciprocating length is 1.7m. Reciprocating length setting control circle
The face is as follows:
5. The cooling system is a flow of 100L/min, and the honing oil output mode:
High-flow honing oil is injected into the end of the steel pipe to achieve efficient cleaning and maximize grinding efficiency. Honing oil
Tank capacity 200 liters , or customized
The oil injection is controlled by the touch screen, so that injection can stop jetting When the honing head reaches both ends of the steel pipe
For different material processing , we would supply different filter system, for example, for the magnetic metal, we would use magnetic separator system, for non-magnetic material, we could choose paper filter system or pressure paper filter .
6. Honing rod: We have many honing heads to cover 35-350mm , or customized . For example model
①MGC1532 processing hole diameter 38-58mm
②MGC1550 processing hole diameter 60-150mm
The surface of the honing rod is subjected to high-frequency quenching and then cylindrical honing, and the surface finish reaches Ra0.2um.
The inner hole of the workpiece will not damage the smoothness of the workpiece. Both ends of the honing rod are universally connected to automatically compensate the spindle and the concentricity of the inner hole of the piece.
7. The steel tube v-type clamp is the same as the American Sunnen deep hole honing machine, the clamping outer diameter is 40-250mm, or customized .

8. Deep hole honing heads: provide the required grinding head according to your company’s needs (below shapes of are the example).

9. Control system: using touch screen + PLC control, our professional engineer design one smart software for honing processing. When operating the machine, the honing tools, the required speed, reciprocation, feed, cooling, and etc. are easy to set, and track processing online , so that operators would control and get good finishing with our honing machine .
The running is set in tough screen to make operation easy. Our online tracking system is very good function to achieve easy operation. This system track working status of the machine tool and the accuracy of the parts, so as to adjust in time to avoid waste generation and equipment damage. At the same time, in order to ensure the consistency of the diameter of the inner hole of the steel pipe,
The touch screen adopts a vertical structure and can be turned 180 degrees. The touch screen automatically alarms when the machine tool encounters a fault.
The faults are following (there are different quotation methods according to the machine configuration):
1. The machining mode is not selected alarm 2. The feed initial reference point is not set.
3. The processing time in timing mode is not set. 4. The machine origin or processing range is not set completely
5. The blind hole parameter setting is not complete 6. The parameter setting of the feed axis is not complete
7. Spindle parameters are not set completely 8 Hardware failure alarm
10. Security
The control panel has an e-stop button, which can be pressed to stop the machine tool in an emergency. Both sides of the guide rail are equipped with position protection devices
The main shaft is installed with a protective cover to protect the operators .
Control panel common fault information:
1. The machining mode is not selected alarm 2. The feed initial reference point is not set.
3. The processing time in timing mode is not set. 4. The machine origin or processing range is not set completely
5. The blind hole parameter setting is not complete 6. The parameter setting of the feed axis is not complete
7. Spindle parameters are not set completely 8 Hardware failure alarm










